

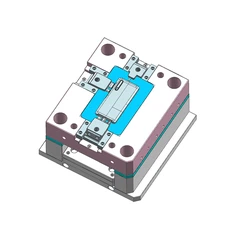


Prelijevanjesilikon na plastičnim podlogama moćna je tehnika za izradu komponenti od više-materijala s poboljšanom funkcionalnošću. Ovaj proces integrira krutost i strukturni integritet plastike s fleksibilnošću, mekim -osjećajem na dodir i svojstvima silikona za brtvljenje za okoliš. Postizanje jake veze između ovih različitih materijala primarni je tehnički izazov. Kemijska kompatibilnost plastične podloge sa silikonom je temeljna. Neke plastike, poput polipropilena ili polietilena, imaju nisku površinsku energiju i zahtijevaju posebne temeljne premaze ili površinske tretmane za pospješivanje prianjanja. Drugi, poput ABS-a ili polikarbonata, lakše se spajaju sa standardnim silikonskim formulacijama.

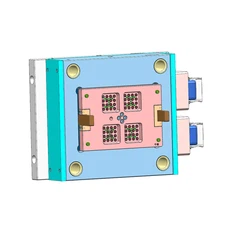
Slijed oblikovanja je kritičan. Tipično, plastični supstrat ('jezgra') se prvo lijeva injekcijskim prešanjem. Zatim se mora precizno postaviti u drugu polovicu kalupa za silikonsko prelivanje. Ovaj prijenos može biti ručni, ali za-veliku proizvodnju, za točnost i brzinu koriste se automatizirani sustavi za-i-postavljanje ili rotacijski stolovi. Dizajn sučelja između dva materijala je ključan. Mehanički spojevi, kao što su urezani utori ili tekstura na plastičnoj površini, značajno poboljšavaju fizičko učvršćivanje silikona. Promotori kemijskog povezivanja mogu dodatno poboljšati adheziju na molekularnoj razini.
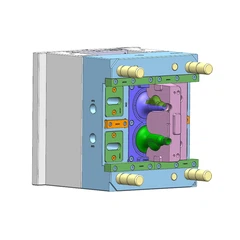
Parametri procesa za silikonsko kalupljenje razlikuju se od standardnog kalupljenja od jednog-materijala. Mora se uzeti u obzir temperatura kalupa za plastičnu jezgru. Ako je prevruće, može oštetiti silikon ili uzrokovati svjetlucanje. Ako je prehladno, može doći do lošeg vlaženja i nepotpune kapsulacije. Brzina ubrizgavanja i tlak za silikon moraju se pažljivo kontrolirati kako bi se izbjeglo pomicanje ili deformiranje osjetljive plastične jezgre. Nizak{6}}tlak, sporo-brzinsko punjenje često je potrebno. Tlak držanja i vrijeme stvrdnjavanja prilagođeni su kako bi se osiguralo potpuno-poprečno povezivanje silikona bez pregrijavanja plastične podloge.
Kontrola kvalitete za prelivene dijelove je stroga. Vizualnim pregledom provjerava se bljesak, kratki snimci ili vidljivo raslojavanje. Ispitivanja prianjanja, poput ispitivanja ljuštenja ili zatezanja, izvode se kako bi se potvrdilo da čvrstoća spoja zadovoljava specifikacije. Ispitivanje utjecaja na okoliš, poput termičkog ciklusa ili uranjanja u kemikalije, osigurava da veza ostaje netaknuta u uvjetima rada. Ovladavanjem ovim tehnikama, proizvođači mogu proizvoditi složene komponente visoke-vrijednosti za industrije u rasponu od automobilske (meke-ručke na dodir) do medicinskih uređaja (brtve i brtve) s integriranim tvrdim/mekim sučeljima.